Пластмаси- матеріалинаоснові природнихабо синтетичнихполімерів,здатні підвпливомнагріванняі тискуформуватисявзДеліяскладноїконфігурації іпотімстійкозберігатизадануформу. Пластмасиподіляютьсянатермопласти іреактопласти.До складупластмасси,крімполімеру, можутьвходитимінеральні абоорганічнінаповнювачі,пластіфіКатор,стабілізатори, барвникита ін Зварюваністьхарактеризуєпридатністьматеріалудо утвореннянероз'ємногоз'єднанняприраціональномутехнологічномупроцесі. Дифузійно-реологічнийпроцесвзаємодіїзварювальних поверхоньреалізуєтьсявстадіїв'язко-текучогостану (макромолекулинабуваютьмаксимальнурухливістьі маютьнайменшущільністьупаковки). Ступінь ішвидкістьдифузіїзалежатьвід молекулярноїмасиполімерів іполярностіланокмолекул. Зварюваністьполімеріввкількісному відношенніоцінюєтьсяенергієюактиваціїв'язкогостану,якахарактеризує: •молекулярно-масовийрозподіл; •розгалуженістьмолекулярнихланцюгів; •полярністьмолекулярнихланок. Зварюваністьполімерівможе такожоцінюватисяпо інтервалув'язко-текучогозістояння іза характеристикоюв'язкостірозплаву. Здатність
багатьох термопластичних матеріалів до впорядкованого розташування
макромолекул (кристалізації) забезпечує, за певних температурних умовах,
відновлення структури зварних швів, близької до основного матеріалу. Хімічний процес взаємодії зварювальних поверхонь заснований на утворенні хімічних зв'язків між полімерними матеріалами. Матеріали,
що не піддаються дифузійної зварювання (затверділі реактопласти,
редкосетчатие полімери, лінійні поліциклічні полімери), а також прагнуть
зберегти структуру зварювальних матеріалів (кристалічні або орієнтовані
термопласти: полііміди, поліетилентерефталату, поліаміди,
фторсополімери), можна з'єднати шляхом хімічної взаємодії функціональних
груп або з допомогою при ¬
садочна матеріалу, близького за активністю до кожного з зварюваних
полімерів, при цьому нагрів та зварювальне тиск створюють необхідні
умови для протікання процесу, а присадочні матеріали сприяють
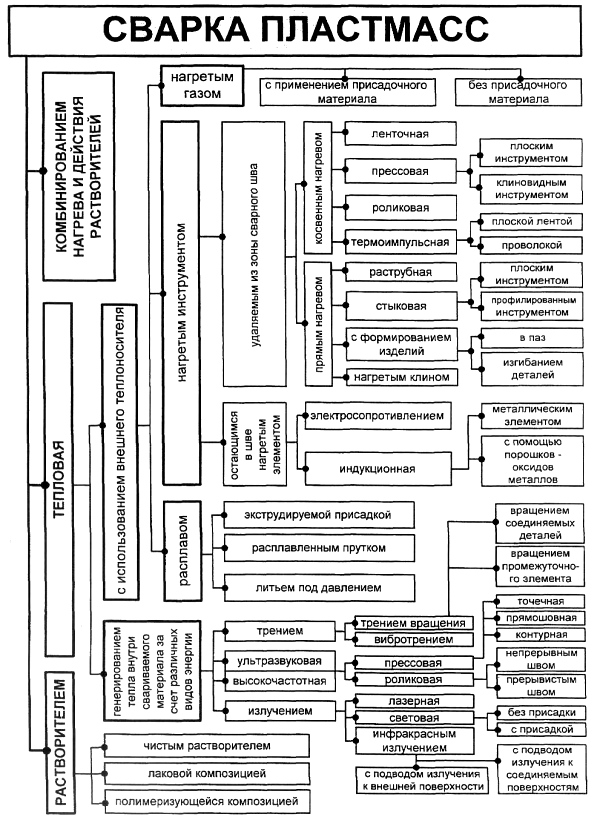
активізації реакційноздатних груп. Якість хімічної зварювання визначається: • довжиною активних груп контактуючих матеріалів; • концентрацією активних груп контактуючих матеріалів; • рухливістю активних груп контактуючих матеріалів. Зварюванняпластмас -технологічнийпроцес отриманнянероз'ємногоз'єднання елементівконструкціїза допомогоюдифузійно-реологічногоабо хімічної взаємодіїмакромолекулполімерів,врезультатіякогосполучаються міжповерхнямизникаємежа розділуі утворюєтьсяструктурнийперехідвідодногополімерудо іншого. Класифікаціяметодів іспособівзварюванняпластмас включаєтеплову, зварювання, зварюваннярозчинникамиі зварюваннякомбінуваннямнагрівута діїрозчинників. Тепловазварювання маєнайбільшу кількістьспособів.Прицьомуподіляютьдві групизварювання: звикористанням зовнішньоготеплоносіяі згенеруваннямтеплаусерединізварюваногоматеріалузарахунокперетворення різнихвидівенергії.
Зварювання
нагрітим газом проводиться шляхом одночасного розігріву зварюваних
виробів струменем гарячого газу-теплоносія, що нагрівається в
спеціальному пристрої. Зварювання
нагрітим газом виконують із застосуванням присадочного матеріалу (рис.
3) і без нього, вручну або з використанням спеціальних пристосувань і
пристроїв для механізації процесу зварювання. Застосовується присадочний матеріал у вигляді прутків з різною формою перетину. При
зварюванні за класичною схемою нагрівальний пристрій робить коливальні
рухи в площині, утвореної напрямком шва і віссю при садочна прутка. Присадочний пруток притискають і утримують рукою, якщо він досить жорсткий, або за допомогою ролика, якщо пруток м'який. Застосовуючи
спеціальні насадки на нагрівальний пристрій, забезпечують одне
тимчасовий підігрів зварювальних кромок і прутка, при цьому пруток
втягується в отвір насадки при переміщенні пристрою вручну вздовж шва і
притискається до крайок виступом на насадці. Зварювання
без присадочного матеріалу може проводитися з підведенням теп ла
безпосередньо до зварюваних поверхонь (прямий метод) або з підведенням
тепла до зовнішньої поверхні деталей (непрямий метод).
Зварювання
нагрітим інструментом заснована на оплавленні поверхонь зварювання
шляхом їх прямого зіткнення з нагрівається інструментом. Підрозділяється
на зварювання інструментом, що видаляється з зони зварного шва (з
підведенням тепла і з зовнішньої сторони де талів, так і безпосередньо
до з'єднуються поверхонь), і зварювання елементом, що залишаються в
зварному шві. При
зварюванні непрямим методом нагріте інструмент стикається із зовнішніми
поверхнями деталей, що з'єднуються, а тепло передається до перекриває
один одного зварюваних поверхонь за рахунок теплопровідності зварюваного
матеріалу. Застосовуються стрічкова, роликовий, пресова і термоімпульсная зварювання. При
стрічкової зварюванні для нагріву зварюваних виробів і створення тиску
використовується нагріте інструмент у вигляді стрічки, а при роликової -
у вигляді ролика. При
пресової зварюванні для створення необхідного зварювального тиску
застосовуються зварювальні преси, що дозволяють здійснювати крокову
зварювання. При
термоімпульсной зварюванні використовують малоінерційний нагрівач
(стрічка або дріт), за яким періодично пропускають електричний струм;
після відключення електроенергії зварної шов швидко охолоджується. Серед
способів зварювання з підведенням тепла до з'єднуються поверхнях
застосовуються стикова і розтрубна технологія зварювання, зварювання
внапуск. При
стикового та розтрубного зварюванні після оплавлення зварюваних
поверхонь вироби розлучаються, інструмент прибирається, а оплавлені
поверхні з'єднуються під не великим тиском і зварюються. При
стиковому зварюванні з'єднуються торці виробів, а в якості
нагрівального інструменту застосовується плоский або профільований диск
(кільце). При
розтрубної зварюванні з'єднуються внутрішня поверхня розтруба і
зовнішня поверхня труби, а нагрівальний інструмент має два робочих
елементи: гільзу для оплавлення зовнішньої поверхні кінця труби і дорн
для оплавлення внутрішньої поверхні розтруба. Зварювання
внапуск можна здійснювати одночасним нагріванням поверхонь, що
з'єднуються по всій довжині, а також - переміщаючи інструмент або
зварювані вироби. Застосовується спосіб зварювання з механізованою подачею зварюваних виробів і нерухомим нагрівальним інструментом. Із
способів зварювання елементом, що залишаються в зварному шві, практичне
застосування знайшли зварювання електроопору і індукційна зварювання. Зварювання електроопору заснована на застосуванні заставних нагрівальних елементів з високим електричним опором. Заставні елементи у вигляді сітки або спіралі вводяться між сполучаються поверхнями. При пропущенні по заставного елементу електричного струму сполучаються поверхні оплавляються. МРІ
індукційної зварюванні нагрів зaкладного елемента відбувається в
високочастотному електромагнітному полі, а в якості закладного
нагрівального елемента використовуються металеві вкладиші або порошки
оксидів металів. Технологія
зварювання розплавом заснована на використанні тепла розплавленого
присадочного матеріалу, що подається між сполучаються поверхнями і
передавального частину свого тепла матеріалу з'єднуються виробів, що
веде до його плавлення та отримання нероз'ємного з'єднання. Під поділяється на зварювання екструдіруемой присадкою, розплавленим прутком і литтям під тиском. Ці
способи зварювання можуть виконуватися як з попереднім підігрівом
зварюються, нагрітим газом або тепловіддачею від мундштука зварювального
пристрою, так і без підігріву. При
зварюванні екструдіруемой присадкою - екструзійної зварюванні - розплав
виходить за допомогою екструдера, що забезпечує безперервну подачу
розплаву, а в якості вихідної сировини використовується гранульований
матеріал. При
зварюванні розплав ленним прутком розплав виходить з розплавленого
прутка шляхом його нагрівання в пристроях прямоточного типу, звідки
розплав видавлюється безперервно надходять ще не нагрітим присадним
прутком, який змотується з бухти і подається в нагрівальний циліндр.